



迪斯凯瑞传动科技(无锡)有限公司,坐落于风景秀丽、交通便利的江苏城市—无锡,物流可直达全国各地。
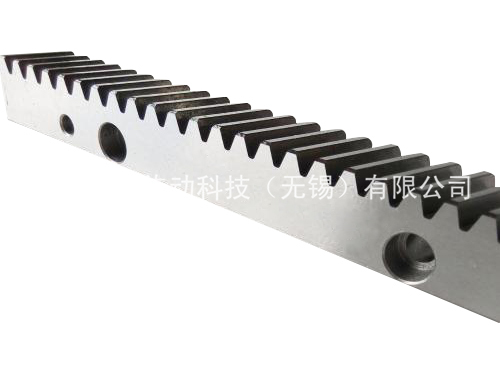
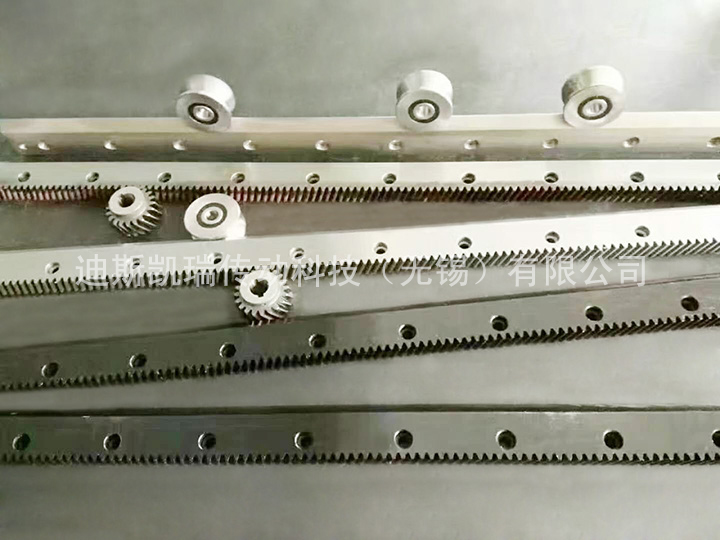
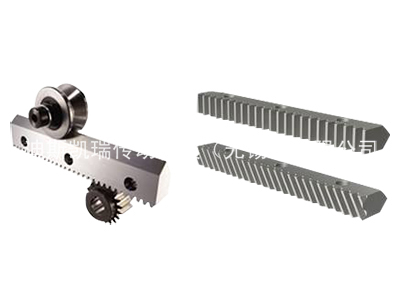
本公司是一家专业生产导轨齿条、研磨齿条等机械传动部件的齿条厂家。产品主要应用于工业机器人桁架机械手、光纤激光切割机、玻璃切割机、火焰切割机、木工雕刻机、石材桥切机、印刷机械、自动化机械装备及其它传动行业等。
勇于探索,创新发现,是我公司一贯坚持的企业理念,我们愿真诚对待每一个商业合作伙伴,竭诚欢迎海内外朋友与我们洽谈合作,共同发展,共创辉煌!
查看更多+
 电 话:0510-88998399
电 话:0510-88998399 传 真:0510-88998399
传 真:0510-88998399 地 址:江苏省无锡市新吴区锡鸿路26号
地 址:江苏省无锡市新吴区锡鸿路26号 网 址:www.wxdiscovery.com
网 址:www.wxdiscovery.com  邮 箱:robin@wxdiscovery.com
邮 箱:robin@wxdiscovery.com  销售服务热线
销售服务热线
Copy right © 2018 迪斯凯瑞传动科技(无锡)有限公司 版权所有









 苏公网安备 32021402002157号
苏公网安备 32021402002157号